Auteur : Eric Gallais 30 Janvier 2015
A fond la forme
Du point de vue de la géométrie, une coque de péniche est constituée de deux types de surfaces. Et par voie de conséquence, pour le chaudronnier, deux types de mise en œuvre.
- Les surfaces développables rassemblent tout ce qui, est plan, conique ou cylindroïdal
- Les surfaces non développables c’est à dire les autres.
On peut faire une analogie pour rendre ce concept plus palpable :
Si vous enveloppez une carotte de forme conique avec une feuille de papier, vous ne rencontrerez pas de difficulté particulière. Par contre le même exercice avec une orange, oblige à froisser le papier pour réussir à l’envelopper.
Une sphère est une surface non développable.
Cette compréhension de cette caractérisation géométrique des surfaces est importante pour le client qui a son bateau en chantier, et qui doit s’attendre à un coût plus élevé de doublage ou remplacement de tôles dans une zone non développable. En voici la raison.
Pour le chantier le travail à réaliser n’est pas du tout le même :
- Pour les surfaces planes, il n’y aura qu’un travail de découpe (massicot ou oxycoupage) et éventuellement pliage.
- Pour les surfaces coniques, suivant la conicité, un travail de roulage ou de pliage (crochetage)
- Pour les surfaces non-développables, un travail de forgeage ou de roulage sur des machines spécifiques telles que les rouleuses à olive.
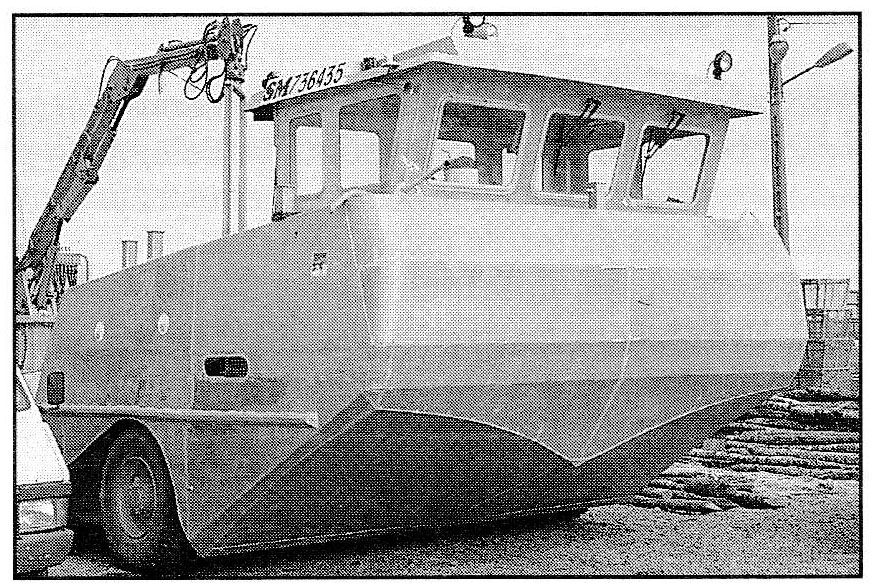
On a sur la photo d’un bateau amphibie d’ostréiculteur ci-dessus, l’exemple d’une coque conçue pour minimiser le temps de fabrication. Elle est constituée d’éléments de surface qui sont tous, pris un par un, développables.
La première étape dans la réalisation d’une surface non-développable, consiste à relever précisément les caractéristiques géométriques du « trou » à boucher. Ces données doivent être saisies dans un logiciel 3D.
Autrefois, c’est à-dire il y a seulement 25 ans, c’est la géométrie descriptive qui était convoquée pour traiter ces questions de géométrie. Aujourd’hui peu de gens savent encore se servir de cet outil. C’est l’ordinateur qui a pris le relais pour produire grace à des sections de la surface à réaliser un jeu de courbes permettant de réaliser un mannequin « en vraie grandeur », sur lequel le chaudronnier viendra contrôler la forme en tôle en cours de fabrication.
Dans la pratique la caractérisation des surfaces développables ou non développables n’est pas aussi nette en chaudronnerie qu’en géométrie.
En effet, pour une surface non-développable :
- Plus la surface gauche est petite et plus elle s’approche localement d’un élément plan.
- Pour des surfaces un peu plus grandes, l’utilisation de tôles préformées par roulage peut donner un résultat approximativement correct. Les écarts qui subsistent pourront dans ce cas être résorbés sur place, au moment du soudage, par des mises en situation forcées de proche en proche. Ce genre de pratique ne peut donner de résultat acceptable que si les écarts à rattraper sont faibles. Dans le cas contraire on obtiendra des plis dans la tôle.
C’est dans ce type de travail que le savoir-faire du chaudronnier prend toute sa dimension.